德克玛公司的牙科系列真空炉,一直以来都是完美品质的代名词。其中654铸瓷炉的革命性智能压铸模式,正是其创新模式的核心体现,以下将对铸瓷炉使用过程中的一些注意事项,做相应说明:

蜡型准备
在蜡型的准备流程中,尽可能一次性完成,减少后期修补,使边缘部分更加顺滑,尤其是就超薄贴面而言,会增加压铸的成功率。
铸道安插
1.气化杆
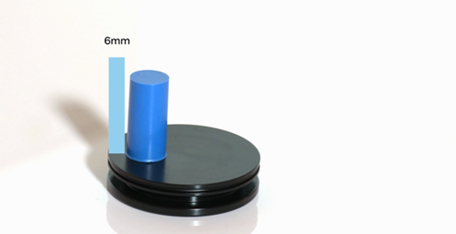
德克玛铸道系统中选取的是蓝色的气化杆,气化杆距离铸圈的长度为5-6mm。
若使用多根推杆,气化杆之间的距离应控制在5mm左右,同时气化杆之间需用铸道连接,连接气化杆的铸道蜡直径应为2mm,并尽可能保持等距。

为了更好的固定气化杆,可以用蜡在气化杆和铸圈的接触面上覆盖一层。

为了区分之后放入的不同色的瓷快,可以在气化杆前方标记一个点。
2.铸道
插铸件的铸道蜡的直径为3mm,铸道的距离应尽可能短,铸道更接近一个正方形,铸道的边缘位置尽可能的顺滑,这样可以大幅提高铸件成功的概率,铸件与铸件的距离控制在2-3mm,同时铸件最终的高度应接近一致,这意味着大铸件的铸道短,小铸件的铸道长。



单个瓷块的质量应大于或等于对应气化杆上铸件和铸道的总质量。

德克玛的铸圈是可以旋转的,在铸道安插时,可以时刻比对距离,确保安插符合要求。在安插结束时,可以在略高于铸件高度位置,标记一个点,可以缩短喷砂时确定铸件位置的时间。为了提高大铸件的成功率,铸件安插时,颌面部位向内,颈缘部位向外。对于多杆的超薄贴面而言,为了更好地插铸件,可以安插完一根杆之后,先取下,待铸件都安插完毕,再进行集中的放置。


包埋
1.铸圈准备
为了提高开圈的时效性,铸圈需涂抹一层凡士林,并且只需薄薄一层就可以,不需要用毛刷,用手指就可以。

2.包埋料
包埋料推荐使用bego,包埋粉液适用比例为75%-85%,推荐80%。例如480g粉,84ml液,36ml水。
3.操作
倒入包埋料时,使用轻微震荡,避免出现气泡,同时因为之前铸道安插时,铸件方向和目前多数技师相反,倒入包埋料时流量需要平稳恒定。

4.开圈固化
德克玛铸圈系统要求,倒入包埋料约10分钟后(铸圈顶部包埋料感觉到热度),取下包埋圈,同时将顶端和顶端边缘部位修整平滑。

再静置20分钟,此步骤可以将包埋过程中产生的水分和杂质先行排出,因此之后可以直接进入高温茂福炉而不需要两步加热。
放入茂福炉
推荐两种模式,温度取决于茂福炉的温度准确性和稳定性,对于铸圈量较多的技工室,先在650度的炉内放置0.5小时,之后再转移到880度炉内放置1小时;对于量较少技工室,茂福炉的温度设定在850度至880度,放入炉内的时间约1小时左右。茂福炉底部需要呈凹凸状,也可垫几块石膏,以便增加包埋圈和炉内空气接触的面积。

放入铸瓷炉
将瓷块一一对应放入铸圈内,同时铸圈对准压铸台的螺旋状凹陷,放置平稳,动作尽量迅速连贯,选择对应的铸瓷程序,进行压铸(铸瓷炉需要预热,建议每天早晨工作时开始,随即预热,不使用时关闭炉膛)。等待约25分钟后,完成压铸操作。


喷砂
在铸圈冷却之后,选择50微米的玻璃珠砂,压力选择1.0-1.5 par,进行喷砂处理,超薄贴面需要注意切端位置。

最后我们就可以得到这样的操作成果。


德克玛654铸瓷炉依旧保持了德克玛一贯的高性能、高水准,其可多杆多色同时压铸的特征,大幅提高了技工室在实际操作流程中的生产效率。